Tel:+86-0572-2926332 / 2926337
E-posta:[email protected]
 简体中文
简体中文Neden Silikon Nitrür Gaz Giderme Rotoru Alüminyum Eritme İçin En İyi Yükseltmedir?
2026.04.20
Alüminyum İşlemede Silisyum Nitrür Gaz Giderme Rotoru Ne Yapar?
Silikon nitrür gaz giderme rotoru, erimiş alüminyum için döner gaz giderme işleminde kullanılan dönen bir seramik bileşendir. Birincil görevi, inert gazı (tipik olarak argon veya nitrojen) ince, eşit şekilde dağılmış kabarcıklar halinde eriyik içine dağıtmaktır. Bu kabarcıklar sıvı metal boyunca yükselir, yol boyunca çözünmüş hidrojen gazını yakalar ve alüminyum katılaşmadan önce onu eriyikten dışarı taşır. Hidrojen giderilmezse, bitmiş dökümde gözeneklilik oluşur, bu da parçayı zayıflatır ve reddetme oranlarının keskin bir şekilde artmasına neden olur.
Rotor bir şaftın ucunda bulunur ve 680°C ila 760°C arasındaki sıcaklıklarda erimiş alüminyuma batırılmış haldeyken kontrollü hızlarda (tipik olarak 200 ila 600 RPM arasında) döner. Bu koşullar altında rotorun yapıldığı malzeme son derece önemlidir. Silikon nitrür (Si₃N₄), yüksek performanslı gaz giderme rotorları için baskın malzeme olarak ortaya çıkmıştır çünkü olağanüstü termal şok direncini, erimiş alüminyuma karşı kimyasal eylemsizliği ve uzun vadeli endüstriyel kullanım için hiçbir rakip malzemenin eşleşemeyeceği şekilde mekanik gücü birleştirir.
Silikon Nitrür Neden Diğer Rotor Malzemelerinden Daha İyi Performans Gösteriyor?
Gaz giderme rotorları tarihsel olarak grafitten yapılmıştır ve grafit hala düşük verimli işlemlerde kullanılmaktadır. Bununla birlikte, silisyum nitrür seramik rotorlar, zorlu dökümhane ortamlarında açık bir dizi nedenden ötürü büyük ölçüde grafitin yerini almıştır. Malzeme karşılaştırmasını anlamak, dökümhane yöneticilerinin Si₃N₄ bileşenlerinin daha yüksek ön maliyetini haklı çıkarmasına yardımcı olur.
Silikon Nitrür ve Grafit Gaz Giderme Rotorları
Grafit rotorlar ucuzdur ve işlenmesi kolaydır, ancak çalışma sıcaklıklarında giderek oksitlenerek sürekli malzeme kaybına neden olurlar. Bu, grafit rotorların sıklıkla (yüksek hacimli işlemlerde genellikle birkaç haftada bir) değiştirilmesi gerektiği ve rotorun prosesin ortasında beklenmedik bir şekilde bozulması durumunda oksidasyon yan ürünlerinin eriyiği kirletebileceği anlamına gelir. Silisyum nitrür rotorları, alüminyum işleme sıcaklıklarında oksitlenmez ve erimiş alüminyum alaşımlarıyla ihmal edilebilir reaksiyon gösterir. Kaliteli bir Si₃N₄ gaz giderme rotoru tipik olarak eşdeğer bir grafit rotordan 3 ila 10 kat daha uzun süre dayanır ve birim başına değiştirme maliyetlerini ve plansız arıza sürelerini önemli ölçüde azaltır.
Silisyum Nitrür ve Diğer Gelişmiş Seramikler
Silisyum karbür (SiC) ve alümina (Al₂O₃), bazen alüminyum kontak uygulamalarında kullanılan diğer iki gelişmiş seramiktir. Silisyum karbür mükemmel bir sertliğe sahiptir ancak özellikle gazdan arındırma operasyonlarını karakterize eden erimiş metale hızlı daldırma sırasında termal şok çatlamasına silikon nitrürden daha yatkındır. Alümina iyi bir kimyasal dirence sahiptir ancak kırılma dayanıklılığı daha düşüktür, bu da onu türbülanstan ve fırın veya pota duvarlarıyla kazara temastan kaynaklanan mekanik şoklara karşı savunmasız hale getirir. Silisyum nitrürün yüksek kırılma dayanıklılığı (~6–7 MPa·m½), düşük termal genleşme katsayısı ve güçlü termal şok direnci (500°C veya daha fazla ΔT toleransı) kombinasyonu, onu gerçek dökümhane çalışma koşullarında en güvenilir ve dayanıklı seçenek haline getirir.
| Mülkiyet | Silisyum Nitrür (Si₃N₄) | Grafit | Silisyum Karbür (SiC) |
| Oksidasyon direnci | Mükemmel | Zayıf | İyi |
| Termal şok direnci | Mükemmel | İyi | Orta |
| Kırılma tokluğu | Yüksek (6–7 MPa·m½) | Orta | Orta |
| Erimiş Al ile reaksiyon | İhmal edilebilir | Düşük-orta | Düşük |
| Tipik servis ömrü | Aydan 1 yıla kadar | Haftalar | Aylar |
| Peşin maliyet | Yüksek | Düşük | Orta–High |
Si₃N₄ Rotorla Döner Gaz Giderme Süreci Nasıl Çalışır?
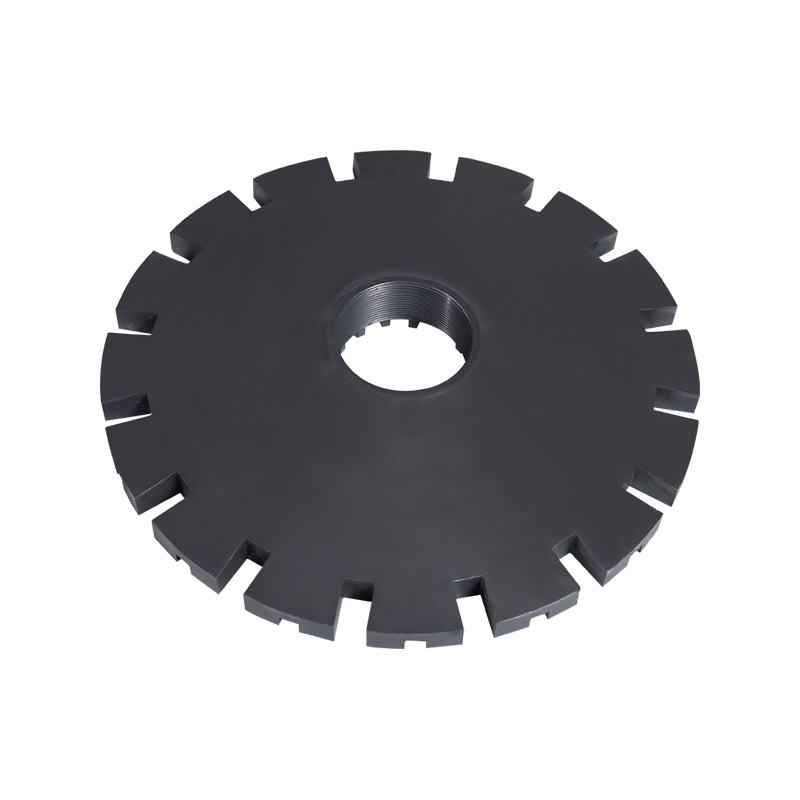
Döner gaz giderme ünitesi (RDU), bir motor tahriki, bir şaft ve uçtaki gaz giderme rotorundan oluşur. Silisyum nitrür rotoru tipik olarak, gaz dağıtımı için merkezi bir deliğe ve rotor döndükçe gelen inert gaz akışını ince kabarcıklara bölen bir dizi radyal veya açılı yuvaya sahip bir disk veya pervane şeklindedir. Bu yuvaların tasarımı (sayıları, açıları ve derinlikleri) kabarcık boyutu dağılımını ve dolayısıyla gaz giderme verimliliğini önemli ölçüde etkiler.
Rotor suya daldırıldığında ve döndüğünde, inert gaz içi boş şafttan aşağı doğru beslenir ve rotorun dağıtım portlarından dışarı çıkar. Dönen rotorun merkezkaç hareketi, gazı tipik olarak 1 ila 5 mm aralığında çaplara sahip kabarcıklar halinde keser. Daha küçük kabarcıklar daha yüksek bir yüzey alanı-hacim oranına sahiptir; bu, kullanılan gaz birimi başına gaz ve eriyik arasında daha fazla temas alanı anlamına gelir; bu da hidrojen giderme verimliliğini doğrudan artırır. İyi tasarlanmış silikon nitrür gaz giderme rotoru çoğu yapısal döküm uygulaması için eşik olan 0,10 ml/100g alüminyumun altında bir nihai hidrojen içeriğine ulaşır.
Rotor Hızı ve Gaz Akış Hızının Rolü
Rotor hızı ve gaz akış hızı, kabarcık boyutunu ve dağılımını belirlemek için birlikte çalışır. Rotor devrinin arttırılması genellikle daha ince kabarcıklar üretir, ancak çok yüksek bir hız, yüzey oksitlerini eriyiğin içine çeken türbülans yaratır; bu da gaz gidermenin amacının tam tersidir. Çoğu silikon nitrür rotor üreticisi, pota bazlı gaz giderme üniteleri için, eriyik hacmine bağlı olarak dakikada 2 ila 10 litre gaz akış hızlarıyla, 300 ila 500 RPM arasında çalışma hızları önermektedir. Optimum kombinasyon, hidrojen seviyelerini doğrulamak için azaltılmış basınç testi (RPT) veya yoğunluk indeksi ölçümleri kullanılarak her fırın konfigürasyonu ve alaşım türü için ampirik olarak belirlenir.
Akı Enjeksiyonu Uyumluluğu
Bazı döner gaz giderme sistemleri, inklüzyon gidermeyi ve cüruf ayırmayı iyileştirmek için inert gazla birlikte eritken tozlarını (tipik olarak klorür veya florür bazlı) aynı anda enjekte eder. Silisyum nitrür gaz giderme rotorları, bu akı karışımlarında kullanılan klor ve flor bileşiklerine karşı kimyasal olarak dirençlidir, oysa grafit rotorlar, reaktif akı gazlarının varlığında hızlandırılmış erozyona maruz kalır. Bu uyumluluk, Si₃N₄ rotorlarını, eşzamanlı hidrojen giderme ve dahil etme flotasyonunun gerekli olduğu kombine gaz giderme ve eritme işlemleri için pratik seçim haline getirir.
Silikon Nitrür Gaz Giderme Rotoru Satın Alırken Kontrol Edilecek Temel Özellikler
Tüm silikon nitrür rotorları aynı standartta üretilmemektedir. Seramik endüstrisi Si₃N₄ için çeşitli kaliteler ve işleme yöntemleri kullanır ve yüksek sıcaklık uygulamalarında farklılıklar önemlidir. Seramik gaz giderme rotorunu değerlendirirken veya tedarik ederken en önemli teknik özellikler şunlardır:
- Yoğunluk ve gözeneklilik: Yüksek kaliteli bir silikon nitrür rotorunun sinterlenmiş yoğunluğu en az 3,20 g/cm³ olmalıdır, bu da teorik maksimum 3,44 g/cm³ değerine yakın olmalıdır. Düşük yoğunluk, parçayı zayıflatan ve dönme gerilimi altında erimiş metalin sızması için yollar oluşturan artık gözenekliliği gösterir. Tedarikçilerden her üretim partisi için yoğunluk sertifikasyonu isteyin.
- Sinterleme yöntemi: Sıcak preslenmiş silikon nitrür (HPSN) ve sinterlenmiş reaksiyona bağlı silikon nitrür (SRBSN), gaz giderme uygulamalarında kullanılan en yaygın iki formdur. HPSN daha yüksek yoğunluk ve dayanıklılık sunar ancak daha pahalıdır ve daha basit geometrilerle sınırlıdır. SRBSN, güvenilir özelliklere sahip daha karmaşık rotor profillerine izin verir ve karmaşık gaz kanallarına sahip pervane tarzı gaz giderme rotorlarında yaygın olarak kullanılır.
- Eğilme mukavemeti: Minimum 700 MPa'lık bükülme mukavemetine bakın (ISO 14704'e göre dört noktalı bükülme ile ölçülür). Türbülanslı erimiş metalde yüksek devirde çalışan rotorlar gerçek bükülme yüklerine maruz kalır ve bu eşiğin altındaki bir bileşen, çalışma sırasında kırılma arızası riskiyle karşı karşıyadır.
- Şaft bağlantı tipi: Si₃N₄ rotorları gaz giderme miline dişli, flanşlı veya pim ve soket bağlantısı yoluyla bağlanır. Seramikteki dişli bağlantılar, diş köklerinde gerilim yoğunlaşmasını önlemek için hassas üretim gerektirir. Sipariş vermeden önce diş geometrisi ve toleransının gaz giderme ünitenizin şaft spesifikasyonuna uyduğunu doğrulayın; çünkü standart dışı bağlantılar rotorun erken kırılmasının başlıca nedenidir.
- Yüzey kalitesi ve gaz portu geometrisi: Rotor üzerindeki dağıtım delikleri ve yuvaları, çıkış noktasında gaz türbülansını önlemek için pürüzsüz iç yüzeylerle hassas bir şekilde işlenmelidir. Pürüzlü veya tutarsız port geometrisi, eşit olmayan kabarcık dağılımlarına neden olarak gaz giderme verimliliğini azaltır. Kalite açısından kritik uygulamalar söz konusuysa tedarikçiden boyutsal çizimler ve yüzey kaplama özelliklerini (Ra değeri) isteyin.
- Termal şok testi sertifikası: Bazı üreticiler, sevkıyattan önce rotorları ortam sıcaklığı ile 800°C arasında birden çok kez döndürerek test eder. Tedarikçinin bu yeterliliği yerine getirip getirmediğini ve uygunluk belgesinin mevcut olup olmadığını sorun. Termal şok testi, mikro çatlaklı bileşenleri üretim hattınıza ulaşmadan önce yakalar.
Silikon Nitrür Gaz Alma Rotorlarını Kullanan Endüstriler ve Uygulamalar
Silikon nitrür gaz giderme rotorları, erimiş alüminyum kalitesinin kritik bir üretim değişkeni olduğu yerlerde kullanılır. Onlara güvenen endüstriler, yüksek hacimli otomotiv dökümünden hassas havacılık ve uzay üretimine kadar uzanıyor.
Otomotiv Döküm
Otomotiv sektörü, gazı giderilmiş alüminyum dökümlerin en büyük tüketicisidir. Motor blokları, silindir kafaları, pistonlar, şanzıman muhafazaları ve yapısal şasi bileşenlerinin tümü, katı mekanik özellik spesifikasyonlarını karşılayan düşük gözenekli, yüksek bütünlüğe sahip alüminyum gerektirir. Yüksek basınçlı döküm (HPDC) ve düşük basınçlı döküm (LPDC) operasyonları, tutarlı eriyik kalitesinin hurda oranını ve parça boyut doğruluğunu doğrudan etkilediği sürekli üretim döngülerini çalıştırır. Silisyum nitrür rotorları, otomotiv dökümhanelerinde tam olarak standart ekipmandır çünkü uzun hizmet ömrü ve tutarlı performansı, belirli ölçekte gereken sıkı proses kontrolünü destekler.
Havacılık ve Uzay Alüminyum Bileşenleri
Havacılık ve uzay uygulamaları, genellikle 0,08 ml/100g'nin altındaki hedef seviyelerle otomotive kıyasla eriyik hidrojen içeriği üzerinde daha sıkı kontrol gerektirir. 2024, 6061 ve 7075 gibi alüminyum alaşımlardan yapılan yapısal uçak gövdesi bileşenleri, kanat kaburgaları, gövde bağlantı parçaları ve türbin muhafazaları, yüzey altı gözenekliliğin çatlakları başlattığı yorulma yüklemesine maruz kalır. Silikon nitrit rotoruyla elde edilen gazdan arındırma hassasiyeti, kirlenmeden çalışmasıyla birleştiğinde, onu havacılık tedarik zincirlerinin izlenebilirlik ve kalite belgeleme gereksinimlerine çok uygun hale getiriyor.
İkincil Alüminyum Geri Dönüşümü
İkincil alüminyum izabe tesisleri, birincil alüminyuma göre önemli ölçüde daha yüksek seviyelerde hidrojen, oksitler ve kalıntılar ortaya çıkaran geri dönüştürülmüş hurdayı işler. Bu nedenle gaz giderme, daha uzun arıtma döngüleri ve daha yüksek gaz hacimleriyle ikincil işlemlerde daha yoğundur. Silikon nitrür gaz giderme rotorları, bu daha zorlu çalışma rejimine, özellikle uzun süreli arıtma döngüleri ve geri dönüşüm fırınlarında yaygın olarak görülen yüksek akı enjeksiyon oranları altında hızla aşınan grafit alternatiflerinden daha iyi dayanır.
Sürekli Döküm ve Haddeleme
In-line gaz giderme üniteleri sürekli döküm hatlarında alüminyum levha, folyo ve kütük üretimi için kullanılmaktadır. Bu sistemlerde erimiş alüminyum, fırın ile döküm istasyonu arasındaki bir işleme kabına monte edilmiş bir veya daha fazla dönen gaz giderme rotorunun üzerinden sürekli olarak akar. Bu uygulamadaki seramik gaz giderme rotorunun, değiştirilmeden, uzun süreli kesintisiz çalışmalar (bazen günler veya haftalar) boyunca tutarlı performansı sürdürmesi gerekir. Silisyum nitrürün bu sürekli çalışma koşulları altındaki dayanıklılığı, onu Pyrotek, Foseco ve Almex gibi üreticilerin hat içi rotor sistemleri için tercih edilen malzeme haline getirmektedir.
Silikon Nitrür Gaz Alma Rotorlarının Doğru Şekilde Takılması ve Kullanılması
En iyi silikon nitrür rotoru bile yanlış kullanıldığında veya monte edildiğinde vaktinden önce arızalanacaktır. Seramik bileşenler, kırılgan oldukları için metalik olanlardan daha fazla bakım gerektirir; yüksek basınç dayanımına sahiptirler ancak darbe, bükülme ve dengesiz yüklemeye karşı toleransları düşüktür.
- Daldırma öncesinde ön ısıtma: Oda sıcaklığındaki silikon nitrür rotorunu asla doğrudan erimiş alüminyuma batırmayın. Yüksek ΔT derecesine sahip bir malzeme için bile termal şok kırılma riskini önemli ölçüde artırır. Rotoru, fırına indirmeden önce fırından gelen radyan ısıyı kullanarak eriyik yüzeyinin üzerinde en az 15 ila 30 dakika önceden ısıtın. Bazı işlemlerde özel bir ön ısıtma istasyonu kullanılır. Bu tek uygulama, mükemmel rotor servis ömrüne sahip operasyonları sık sık arıza yaşanan operasyonlardan ayıran en yaygın faktördür.
- Kurulumdan önce mikro çatlakları kontrol edin: Monte etmeden önce her rotoru görsel olarak inceleyin. Görsel inceleme sonuçsuzsa, boya penetrant muayenesini (DPI) veya sıvı penetrant testini kullanın. Çıplak gözle görülemeyen ince bir çatlak, çalışma gerilimi altında hızla yayılabilir ve rotorun eriyik içinde kırılmasına neden olarak alüminyum yükünü kirletebilir ve tehlikeli bir durum yaratabilir.
- Şaft bağlantısını doğru şekilde torklayın: Şaft ile Si₃N₄ rotor arasındaki dişli bağlantının aşırı sıkılması, diş kökünde sık görülen bir kırılma nedenidir. Üreticinin tork spesifikasyonunu izleyin (diş boyutuna ve rotor geometrisine bağlı olarak genellikle 10 ila 25 N·m) ve hissederek tahmin etmek yerine bir tork anahtarı kullanın.
- Çalıştırmadan önce mil hizalamasını kontrol edin: Yanlış hizalanmış bir şaft, dönme sırasında rotora bükülme momentlerini iletir, bu da eriyiğin termal ve kimyasal yükleriyle birleşerek şaft-rotor arayüzünde stresi yoğunlaştırır. İlk kullanımdan önce ve tahrik ünitesindeki herhangi bir bakımdan sonra mil eşmerkezliliğini bir kadranlı göstergeyle doğrulayın.
- Fırın duvarları ve pota kenarlarıyla temastan kaçının: Operatörlere, gaz giderme ünitesini refrakter duvarlardan uzağa, eriyiğin merkezine indirmeleri konusunda eğitim verin. Dönen rotor ile sert bir yüzey arasındaki temas (kısa da olsa) seramiğin kırılmasına veya çatlamasına neden olabilir. Çalışma sırasında rotor ile herhangi bir fırın yüzeyi arasında minimum 50 mm açıklık bırakın.
Si₃N₄ Rotorların Toplam Sahip Olma Maliyetinin Değerlendirilmesi
Silikon nitrür gaz giderme rotorunun ön fiyatı tipik olarak benzer bir grafit rotordan 3 ila 6 kat daha yüksektir. Bu satın alma fiyatı farkı, bazı operasyonların tam bir maliyet karşılaştırması yapmadan varsayılan olarak grafit kullanmasına neden oluyor. Değiştirme sıklığı, işçilik, arıza süresi ve eriyik kalitesi etkisi dahil olmak üzere toplam sahip olma maliyeti (TCO) doğru şekilde hesaplandığında, silikon nitrür işlenen alüminyum tonu başına sürekli olarak daha düşük maliyet sağlar.
Ayda 200 ton alüminyum işleyen tipik bir yüksek hacimli dökümhaneyi düşünün. Bir grafit rotorun, değiştirilmesi gerekmeden önce 3 ila 4 hafta dayanması gerekebilir, bu da yılda 12 ila 16 rotor değişikliğine neden olur ve her biri fırının aksama süresi ve teknisyen emeği gerektirir. Aynı uygulamadaki bir silikon nitrür rotoru 6 ila 12 ay dayanabilir ve bu da değiştirme olaylarını yılda 1 ila 2'ye düşürür. 12 aylık bir süre boyunca, her Si₃N₄ rotorun maliyeti grafitten beş kat daha fazla olsa bile, değiştirme sıklığındaki, işçilik maliyetindeki ve üretim kesintilerindeki azalma, operasyonel özelliklere bağlı olarak %30 ila 60 oranında net tasarruf sağlar.
Maliyet hesaplamasının bir de eriyik kalitesi boyutu vardır. Grafit rotor bozulması, rotorun beklenmedik bir şekilde bozulması durumunda eriyik içine ince karbon parçacıklarının girmesine neden olur. Bu kalıntılar, parçaların hurdaya çıkmasına neden olan döküm kusurlarına neden olabilir; bu, rotor başına ölçülmesi zor olan ancak kaliteye duyarlı üretimde oldukça gerçek olan bir maliyettir. Silisyum nitrürün normal çalışma koşullarında reaktif olmayan, dökülmeyen karakteri, bu kirlenme riskini tamamen ortadan kaldırır; bu, dahil edilmeyle ilgili hurdaların takip edildiği ve cezalandırıldığı havacılık ve otomotiv kalite sistemlerinde ölçülebilir bir değere sahiptir.
Seramik Gaz Giderme Rotorlarıyla İlgili Yaygın Sorunların Giderilmesi
Bakımı iyi yapılmış silikon nitrür rotorları bile sorunlarla karşılaşmaktadır. Yaygın sorunların belirtilerinin erken tanınması, tam bir rotor arızası veya bir grup standart altı dökümün muayeneye ulaşmasından önce düzeltici eyleme geçilmesini sağlar.
Doğru Parametrelere Rağmen Yetersiz Hidrojen Giderimi
Yoğunluk indeksi ölçümleri, rotor hızı ve gaz akışı doğru şekilde ayarlandığında bile hidrojen seviyelerinin hedefin üzerinde olduğunu gösteriyorsa, en yaygın nedenler, rotordaki kısmen tıkalı gaz portları ve rotorun yukarı akışındaki gaz kaynağı sızıntısıdır. Soğuduktan sonra rotoru çıkarın ve dağıtım deliklerinde alüminyum oksit tıkanması olup olmadığını inceleyin; ünitenin dönmesi durduktan sonra rotor eriyik içinde kaldığında yaygın bir sorundur. Tekrar takmadan önce akışın engellenmediğinden emin olmak için gaz kanalına basınçlı hava üfleyin.
Görünür Rotor Erozyonu veya Çukurlaşması
Silikon nitrür rotorundaki yüzey erozyonu normal koşullar altında alışılmadık bir durumdur ancak rotor, tedarikçinin tavsiyesinin ötesinde konsantrasyonlarda oldukça agresif akı karışımlarıyla kullanılırsa veya eriyik kirlenmiş hurdadan yüksek seviyelerde alkali metaller (sodyum, kalsiyum) içeriyorsa meydana gelebilir. Erozyon gözlemlenirse akı konsantrasyonunu azaltın ve hurda girdi kalitesini gözden geçirin. Rotorun geometrisini değiştiren şiddetli erozyon, kabarcık dağılımını etkiler ve rotor sağlam olsa bile, değiştirme nedeni olarak değerlendirilmelidir.
Çalışma Sırasında Rotorun Kırılması
Silikon nitrit gaz giderme rotorunun çalışma sırasında kırılması, eriyiğin incelenmesini ve potansiyel olarak hurdaya çıkarılmasını gerektiren ciddi bir olaydır. En sık karşılaşılan nedenler yetersiz ön ısıtmadan kaynaklanan termal şok, aşırı torklu şaft bağlantısı, yanlış hizalanmış şaft ve fırın duvarlarına çarpmadır. Arıza sonrası incelemede, yedek rotor hizmete sokulmadan önce bu faktörlerin tümü incelenmelidir. Kırılma yüzeyini inceleyin: Şaft dişinden kaynaklanan bir kırılma aşırı tork veya gerilim yoğunlaşmasını gösterir; pervane yüzeyindeki bir kırılma termal şoku akla getirir; dış çaptaki bir kırık, darbe hasarına işaret ediyor.
Sıcak Ürünler












Teklif ve Fiyatlar İçin Bize Ulaşın!
Ne istediğinizi bize bildirin, en kısa sürede sizinle iletişime geçelim!
Alüminyum işleme endüstrisi için daha gelişmiş seramik malzemeler geliştirmeye ve üretmeye devam edeceğiz.
Mobil QR kodunu tarayın
Temas etmek
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  No.11 Binası, Güney Taihu Yüksek Teknoloji Akıllı Üretim Endüstri Parkı, Wuxing Bölgesi, Huzhou Şehri, Zhejiang, Çin
No.11 Binası, Güney Taihu Yüksek Teknoloji Akıllı Üretim Endüstri Parkı, Wuxing Bölgesi, Huzhou Şehri, Zhejiang, Çin
Copyright© 2024 Zhejiang Shangguijuli Özel Malzeme Teknolojisi Co., Ltd. All Rights Reserved. Seramik Malzeme Tedarikçisi
